引言
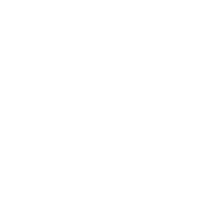
食品厂排水系统是保障生产环境洁净、防止交叉污染的核心设施之一。玄仪排水工业不锈钢排水产品(如排水槽、排水地漏、盖板等)凭借耐腐蚀性、易清洁性、卫生安全性三大优势,成为食品加工场景的首选。本文从选型、应用场景、安装规范到维护管理,系统解析玄仪排水不锈钢排水产品在食品厂的落地要点,助力企业实现“安全合规+高效运行”双重目标。
一、选型要点:基于食品厂卫生与工艺需求
食品厂排水产品选型需满足 “卫生无死角、耐酸碱腐蚀、易清洁维护” 三大核心原则,具体关注以下维度:
1. 材质选型:304 vs 316L,按需匹配场景
- 304不锈钢:
- 适用场景:普通食品加工区(如糕点、米面车间)、常温清洗区,接触中性或弱酸性介质(pH 6-8)。
- 优势:成本适中,含18%Cr+8%Ni,表面钝化膜可抵抗水、清洁剂腐蚀,符合GB 4806.9-2016食品接触材料标准。
- 限制:长期接触高盐(如腌制车间盐水)、有机酸(如醋、果汁)易发生点蚀。
- 316L不锈钢:
- 适用场景:高腐蚀环境(如海鲜加工、酸性饮料车间、杀菌工段)、接触氯离子(如盐水、消毒剂)或高温蒸汽(80℃以上)的区域。
- 优势:添加2-3%钼(Mo)元素,耐点蚀能力是304的5-10倍,低碳设计(C≤0.03%)避免焊接后晶间腐蚀,满足FDA 21 CFR 177.2400严苛标准。
- 成本:价格为304的1.5-2倍,建议“关键区域重点使用,普通区域经济选型”。
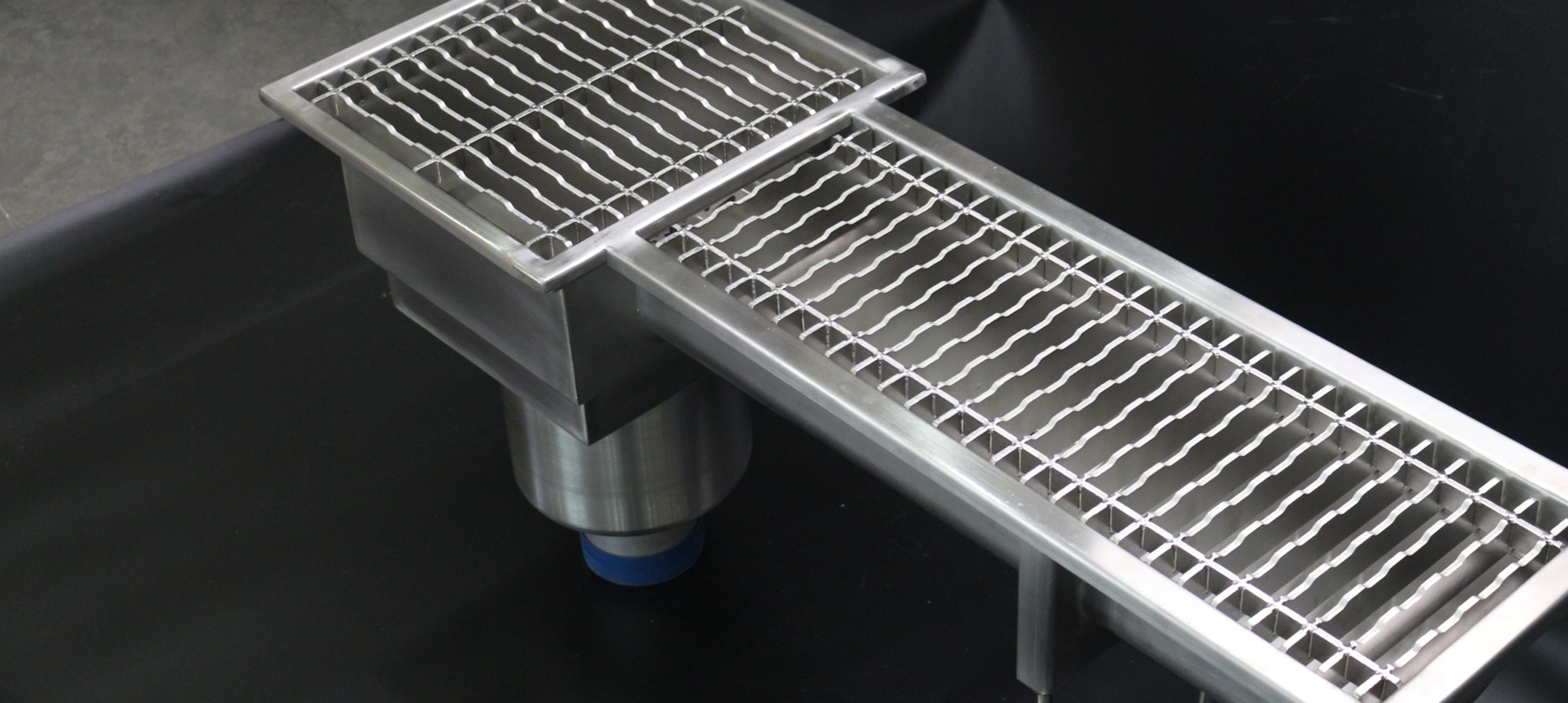
2. 结构设计:杜绝卫生死角,提升排水效率
- 无死角槽体:
- 采用一体成型U型/弧形槽体(焊接接缝需圆弧过渡,半径≥5mm),避免直角、凹槽导致的污垢残留。
- 示例:肉类加工车间排水槽需设计“防积肉屑”斜坡(坡度≥1%),配合底部圆弧角(R≥10mm),确保冲洗时无残留。
- 盖板与滤网设计:
- 缝隙式盖板:适用于清洗区,缝隙宽度3-5mm,阻挡固体杂质(如菜叶、骨头),同时允许废水快速通过。
- 网格盖板:重载区域(如叉车通道)选用,承重≥300kg/㎡,网格孔径≤10mm防止工具坠落。
- 可拆卸滤网:安装于排水口前端,目数根据工艺需求选择(如果酱车间用40目滤网拦截果渣)。
- 防反溢与异味控制:
- 排水口加装水封弯管或电动防反溢阀,防止下水道异味倒灌(尤其适用于烘焙车间,避免影响产品风味)。
3. 表面处理:易清洁+耐腐蚀双保障
- 电解抛光:表面粗糙度Ra≤0.8μm,形成镜面效果,减少细菌附着,适合高洁净区(如无菌灌装车间)。
- 酸洗钝化:焊接后需进行酸洗(硝酸+氢氟酸溶液),去除氧化皮并形成钝化膜,增强耐腐蚀性(316L材质必选工艺)。
- 禁用涂层:食品厂排水系统禁止使用油漆或塑料涂层,避免脱落污染食品,优先选择不锈钢原色表面。
二、应用场景:分区域适配方案
食品厂不同车间的排水需求差异显著,需结合工艺特点定制方案:
1. 生产车间:按加工类型精准匹配
| 车间类型 | 核心需求 | 排水产品配置 |
|---|---|---|
| 肉类/水产加工 | 高盐、高油脂、含骨屑杂质 | 316L U型槽体(坡度1.5%)+ 5mm缝隙盖板 + 80目滤网,槽体底部加装“刮渣链”自动清淤 |
| 果蔬清洗车间 | 大水量、含泥沙/菜叶 | 304线性排水沟(宽度300mm)+ 网格盖板(承重200kg),排水口连接沉淀池 |
| 烘焙/糕点车间 | 低水量、弱酸性(奶油/糖浆残留) | 304嵌入式排水槽(与地面齐平)+ 密封盖板,防止面粉进入沟槽 |
| 饮料灌装车间 | 无菌环境、高温冲洗水(85℃以上) | 316L电解抛光槽体 + 防蒸汽腐蚀焊接(ER316L焊丝),配套耐高温EPDM密封胶 |
2. 清洗消毒区:耐酸碱+防腐蚀
- CIP清洗区(原位清洗系统):排水槽需耐受NaOH(浓度2-5%)、硝酸(浓度1-3%)等清洗剂,选用316L材质+无缝焊接,焊缝做酸洗钝化处理。
- 周转筐清洗区:高压冲洗导致水花飞溅,需设计**“挡水沿”(高度100mm)+ 防溅盖板**,排水槽深度≥200mm,避免地面积水。
3. 冷库与废水处理区:极端环境适配
- 冷库/低温车间(-18℃~0℃):选用304不锈钢(避免316L低温脆性),槽体加装保温层(聚氨酯发泡,厚度50mm),防止结霜堵塞。
- 废水预处理区:接触高浓度有机物、酸碱废水(pH 2-12),采用316L焊接集水槽+耐腐水泵,槽体底部设计“锥形斗”便于污泥沉淀。
三、安装规范:符合食品卫生与工程标准
食品厂排水系统安装需同时满足GB 50014《室外排水设计规范》 与 GB 14881《食品生产通用卫生规范》,关键控制点如下:
1. 安装前准备
- 基础处理:安装区域地面需平整(误差≤5mm/2m),浇筑C30混凝土垫层(厚度≥100mm),重载区植入钢筋网(Φ10mm钢筋,间距200mm×200mm)。
- 材料验收:核对不锈钢材质证明(提供光谱检测报告,Cr/Ni/Mo含量符合标准),密封胶条需提供食品接触认证(如FDA 21 CFR 177.2600)。
2. 核心安装工艺
- 定位与坡度控制:
- 用激光水平仪校准排水坡度(加工车间≥1%,清洗区≥1.5%),确保水流速度≥0.6m/s,避免淤积。
- 示例:10米长排水槽,两端高度差需≥100mm(1%坡度)。
- 焊接与密封:
- 采用氩弧焊(焊接电流80-120A,保护气体纯度≥99.99%),316L材质需使用ER316L焊丝,焊缝宽度8-10mm,余高≤2mm。
- 焊接后用角磨机打磨至圆弧过渡,再进行酸洗钝化(浸泡30分钟),最后用去离子水冲洗至中性(pH 6-7)。
- 与地面衔接:
- 槽体与地面接缝处填充食品级硅酮密封胶(如道康宁732),胶条宽度5-8mm,确保无渗漏且易清洁(避免凹槽积水)。
3. 验收标准
- 渗漏测试:满水试验24小时,槽体及接缝无渗漏,排水口流量达到设计值的120%(如设计流量10m³/h,实测需≥12m³/h)。
- 卫生检测:表面微生物检测(菌落总数≤10CFU/cm²),符合GB 14881对加工环境的要求。
四、维护管理:延长寿命+保障卫生
不锈钢排水系统虽耐蚀,但食品厂恶劣环境(高盐、高温、频繁冲洗)仍需科学维护:
1. 日常清洁(每日执行)
- 冲洗流程:
- 每班结束后用80℃热水(添加中性清洁剂,如食品级氢氧化钠溶液,浓度0.5%)冲洗槽体,配合软毛刷清理滤网杂质。
- 每周用高压水枪(压力8-10MPa)冲洗槽体底部及盖板缝隙,去除顽固油脂(尤其适用于油炸车间)。
- 禁用工具:避免使用钢丝球、硬毛刷,防止划伤不锈钢表面破坏钝化膜。
2. 定期检查与维护(每周/每月)
| 检查项目 | 周期 | 检查内容 |
|---|---|---|
| 焊缝与表面 | 每周 | 查看是否有锈斑、裂缝(重点检查焊接热影响区),发现点蚀立即用不锈钢丝轮打磨并补涂钝化膏 |
| 盖板与滤网 | 每周 | 检查盖板是否松动(螺栓扭矩≥25N·m),滤网破损需立即更换(备用滤网需与原型号一致) |
| 排水流量 | 每月 | 测量排水时间(满槽水排空≤5分钟为正常),流量下降需检查是否堵塞或坡度异常 |
| 密封胶条 | 每季度 | 检查胶条是否老化(变硬、开裂),老化后更换食品级硅酮胶(施工后需固化24小时再使用) |
3. 故障处理:常见问题解决方案
- 堵塞:
- 物理堵塞(如肉屑、包装袋):拆卸滤网后用专用钩子清理,严重时需分段拆卸槽体冲洗。
- 生物堵塞(油脂凝固):灌注食品级除油剂(如酶制剂),浸泡2小时后热水冲洗。
- 腐蚀:
- 局部点蚀:用砂纸打磨至露出金属本色,涂抹不锈钢钝化膏(含铬酸盐),静置1小时后冲洗。
- 大面积腐蚀(316L材质罕见,多因材质误用):需更换槽体,同步排查介质pH值,必要时升级材质。
4. 维护记录:符合质量追溯要求
建立《排水系统维护台账》,记录清洁时间、检查结果、更换配件型号等信息,保存至少2年(满足ISO 22000食品安全管理体系要求)。
结语
工业不锈钢排水系统是食品厂“隐形的卫生防线”,其选型、安装与维护直接关系到产品安全与生产效率。企业需遵循“材质适配场景、设计杜绝死角、安装严守规范、维护科学定期”的原则,结合304/316L材质特性与食品卫生标准,打造既耐用又合规的排水解决方案,最终实现“安全生产+降本增效”的双重价值。